 https://www.cranewerks.com/wp-content/uploads/2024/01/METAL-FINISHING-PLANT-EMERGENCY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2024-01-16 13:03:482026-05-01 13:59:11Metal Finishing Plant is Safe After Emergency Rehab Crisis
https://www.cranewerks.com/wp-content/uploads/2024/01/METAL-FINISHING-PLANT-EMERGENCY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2024-01-16 13:03:482026-05-01 13:59:11Metal Finishing Plant is Safe After Emergency Rehab Crisis https://www.cranewerks.com/wp-content/uploads/2023/12/GORBEL-SUPERSTRUCTURE-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-12-19 13:03:552026-01-06 12:37:27Gorbel Super Structure Now Refines this Production Line
https://www.cranewerks.com/wp-content/uploads/2023/12/GORBEL-SUPERSTRUCTURE-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-12-19 13:03:552026-01-06 12:37:27Gorbel Super Structure Now Refines this Production Line https://www.cranewerks.com/wp-content/uploads/2023/10/UNDECKING-TRUCK-DEALER-FEAT-IMG.png
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-10-26 12:40:522026-05-01 13:59:11Undecking Process Optimized by Commercial Truck Dealer
https://www.cranewerks.com/wp-content/uploads/2023/10/UNDECKING-TRUCK-DEALER-FEAT-IMG.png
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-10-26 12:40:522026-05-01 13:59:11Undecking Process Optimized by Commercial Truck Dealer https://www.cranewerks.com/wp-content/uploads/2023/09/CONSTRUCTION-BOX-GIRDER-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-09-07 10:32:532025-10-31 15:25:32Tailored Box Girder Solution: Reliable Results
https://www.cranewerks.com/wp-content/uploads/2023/09/CONSTRUCTION-BOX-GIRDER-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-09-07 10:32:532025-10-31 15:25:32Tailored Box Girder Solution: Reliable Results https://www.cranewerks.com/wp-content/uploads/2023/04/IMG_4405-scaled.jpg
2560
1920
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-06-01 13:52:582026-05-20 12:13:25Improve Safety & Efficiency at Your Semi-Trailer Manufacturing Plant
https://www.cranewerks.com/wp-content/uploads/2024/01/METAL-FINISHING-PLANT-EMERGENCY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2022-07-26 09:48:002026-05-01 13:59:11Successful Rehab After Hard Life Catches Up to 20-Ton Crane
https://www.cranewerks.com/wp-content/uploads/2023/04/IMG_4405-scaled.jpg
2560
1920
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2023-06-01 13:52:582026-05-20 12:13:25Improve Safety & Efficiency at Your Semi-Trailer Manufacturing Plant
https://www.cranewerks.com/wp-content/uploads/2024/01/METAL-FINISHING-PLANT-EMERGENCY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2022-07-26 09:48:002026-05-01 13:59:11Successful Rehab After Hard Life Catches Up to 20-Ton Crane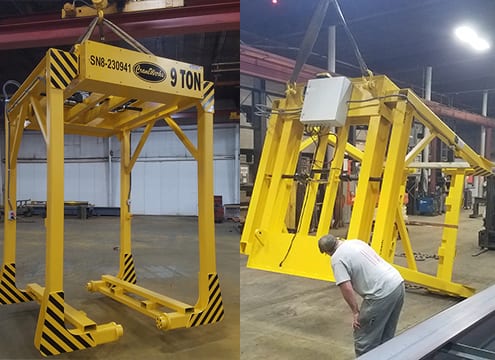 https://www.cranewerks.com/wp-content/uploads/2021/05/CW_Cummins-lifter-collage_21_sm.jpg
360
504
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-05-27 14:12:472024-08-14 12:28:09Diesel Engine Manufacturer Invests in Turnkey Solution
https://www.cranewerks.com/wp-content/uploads/2021/05/CW_Cummins-lifter-collage_21_sm.jpg
360
504
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-05-27 14:12:472024-08-14 12:28:09Diesel Engine Manufacturer Invests in Turnkey Solution https://www.cranewerks.com/wp-content/uploads/2021/03/RM-case-study_USG_crane_19.jpg
500
1500
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-03-16 13:28:342026-05-01 13:59:11Gypsum Mine Installs Powerful Underground Crane System
https://www.cranewerks.com/wp-content/uploads/2021/03/RM-case-study_USG_crane_19.jpg
500
1500
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-03-16 13:28:342026-05-01 13:59:11Gypsum Mine Installs Powerful Underground Crane System https://www.cranewerks.com/wp-content/uploads/2025/02/KIMURA-FOUNDRY-AMERICA-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-03-16 12:34:492025-03-17 13:47:46Kimura Foundry America Speeds Production
https://www.cranewerks.com/wp-content/uploads/2025/02/KIMURA-FOUNDRY-AMERICA-CASE-STUDY-FEAT-IMG.jpg
628
1200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-03-16 12:34:492025-03-17 13:47:46Kimura Foundry America Speeds Production https://www.cranewerks.com/wp-content/uploads/2021/01/CW_Wheel-lifter_hero-img_21-1.png
230
200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-01-18 11:43:592025-02-20 13:45:17Wheel Lifter Sustains Semi-Trailer Manufacturer
https://www.cranewerks.com/wp-content/uploads/2021/01/CW_Wheel-lifter_hero-img_21-1.png
230
200
CraneWerks
https://www.cranewerks.com/wp-content/uploads/2023/09/CW_FC-WEB-Logo_23.svg
CraneWerks2021-01-18 11:43:592025-02-20 13:45:17Wheel Lifter Sustains Semi-Trailer Manufacturer